
电话:0523-85111186
联系人:刘先生
手机:18961099766
地址:江苏省靖江市建安路18号
网址:www.tuoshuij.com

CCP-L500SL型全自动热收缩包装机

详细说明/ Parameter
安全注意事项
(1) 操作人员操作机台前,需详加研读有关本机台的各项使用操作说明书,方可操作本机台。
(2) 为防止意外,工作场所需通风良好,并避免包装物破损而导致液体、气体外泄等情况发生。
(3) 维修人员应于维修、保养机台前,先行研读有关本机台的各项维修手册,方可进行维修及保养工作。
(4) 维修及保养时,务必先切断电源后再进行维修与保养工作。
(5) 机台运转后,若发生任何意外,使人员陷入其中时,应首先关闭电源并将人员救出。
(6) 本机台非设计包装爆裂物品,小型包装物、液体、粉状物等物料,需经箱型、罐装、包装袋等包装成型后,方可包装,大型对象则不受限。
(7) 本机台不适用于PVC材质之胶膜,其PVC材质容易损坏本机台之切刀寿命,若一定要使用PVC材质时,请特别注明,其切刀必须为特别材质才能使用,如果将PVC使用于POF切刀,其保固自动失效。
(8) 机台未经授权而自行改装者,若发生危险,恕不负责。
(9) 如有任何问题,请洽代理商。
(10) 所有使用空压管路及气缸不能有油及水之污染物品,若有上述物体,其保证失效。
机械规格
机型Machine Type
L(mm)
W(mm)
H(mm)
H1(mm)
RL-501
2050
1000
1580
750
机械搬运
(1) 本机器配合运往国外运输工具,采用木箱或纸箱包装,本国境内采车辆直接运送
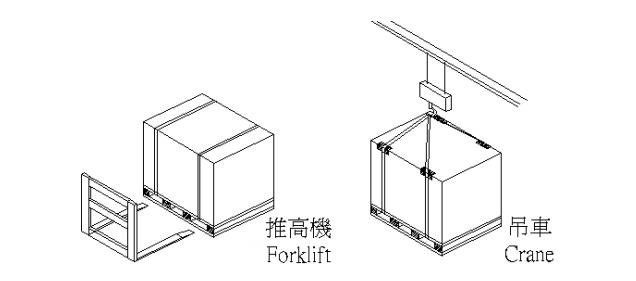
(2) 装箱搬运时,请用堆高机或吊车由底部平稳搬运,如下图所示,避免损坏机台之零件
(3) 拆箱时,将此机器由运输之包装箱拆除,并检查任何运输所造成之损坏,若有损坏,请立即与运输人员联系,勿再对机器做任何动作,直到运送代理商完成损坏的检验。若没有任何损坏,即可将机器移至永久的安装位置,并进行安装与固定工作。
(4) 拆箱后,本机器设有活动轮,可由人工推动搬运。
(5) 为了安全起见,其搬运机台底部应高过于人员高度,以免撞到人员头部。
安装与试车及操作
安装
(A) 安装地点之选择
1. 本机安装首先应考虑作业运输空间,以利作业要求。
2. 本机安装应置放明亮、干爽处,勿放阴暗、潮湿、滴漏之场所。
3. 本机应远离尘埃、易燃、易爆及腐蚀性气体之场所。
4. 本机放置时,请勿正对通风系统,以免胶膜输送不稳定。
(B) 使用场所额定值
1.供应电源:220V±10%三向
2.空压:5kg/cm2以上
3.电压消耗:15A
4.湿度:30-80%RH
(C)安装方式
1. 将机械位置于原先设计之位置,将机台定位。
2. 利用开口板手或活动板手放松固定螺冒。
3. 调整固定螺丝,由输送面至地面所需之高度,将固定螺丝锁紧。
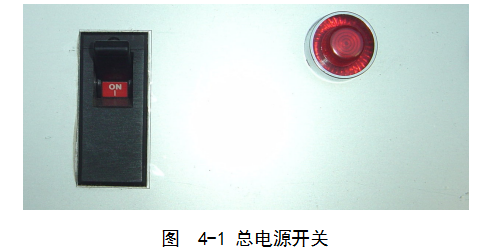
4. 于接电前,避免发生危险(如4-1图),将总电源开关切换至O/OFF之位置, 并确定电压无误后,方可接上电源线。 当切换至O/OFF时,电源未输入于机台内,此时停机状态,当电源若为人 为因素按错电压时,不至于损坏零件。当切换至1/on时,电源输入于机台内,此时开机运转状态。
5.接上风压管路,并将气压组合之压力调制不低于5kg/cm2,此时封切刀会上升为正常状态,注意其压力低于5kg/cm2以下,会无法正常封切

控制面板功能解说
|
项目 |
功能解说 |
|
电源提示灯 |
总电源开关 |
|
自动提示灯 |
自动功能指示灯 |
|
手动封口 |
按键式,当按下后放开按钮后,其封切刀封口气缸产生一次封口动作 |
|
送胶膜 |
按键式,当按下后,其包装胶膜之残料马达开始运转,直到放开此按钮后停止运转 |
|
预送胶膜 |
设定包装物前段胶膜预送之时间,来控制胶膜预送之长度 |
|
封口时间 |
设定包装物封口时间,控制胶膜封切接合度 |
|
延长封口 |
设定包装物前段胶膜预送之时间,来控制封切接合度 |
|
侧封口温度设定 |
设定侧封刀电热管加热温度,来控制封切接合度 |
|
前封口温度设定 |
设定侧封刀电热管加热温度,来控制封切接合度 |
|
手动 |
切换至手动功能,其机械处于手动模式,必须指定单一功能及动作 |
|
自动 |
切换至自动功能,其机械处于自动模式,已开启之功能开关皆会运作 |
|
光电 |
程序选择开关,当包装物为一般方型物体,采用此模式即可。 |
|
伸缩功能 |
程序选择开关,包装小物品可使用。 |
|
视点补偿 |
程序选择开关,当包装物为外观不规则或透明物体,采用此模式。 |
|
水平光电 |
光电选择开关,当包装物为一般方型物体,采用此即可。 |
|
垂直光电 |
光电选择开关,当包装物为外观不规则或厚度较薄之物体,采用此模式。 |
|
加热器 |
切换ON或OFF时,封切刀之加热器开始运作,其电热管开始加温,至前、侧封刀设定之温度。 |
试车
胶膜种类 Film Type
所需温度 Temperature Require
胶膜种类 Film Type
所需温度 Temperature Require
PE胶膜PE Film
240°C~260°C
POF胶膜POF Film
200°C~220°C
1.开启电源I/ON位置,切换至自动模式(AUTO),查看皮带是否正常,其输送面是否于滚轮中间,完成调整后,将机台切换于手动模式。
2.准备要包装之包装物及欲包装之方位,以便于准备包装收缩胶膜大小,如图4-2-1所示方向为本机器入料方向,本手册提到的包装物宽度以W表示,包装物之高度以H表示,包装物之长度以L表示。
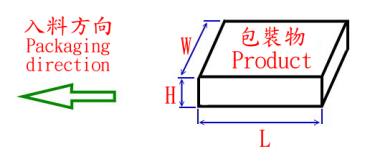
图4-2-1 包装物之方向
3.准备包装收缩胶膜,计算方式为以下公式:
包装收缩胶膜宽度=包装物宽W+包装物高H+5”~7”视包装物高低而定。
4.包装物高度调整,旋转手动手轮便可调整三角板之高度A约(包装物H+5~10mm)位置。(图4-2-2)调整输送带使用宽度,便可移动输送带调整宽度B约(包状物宽W+包装物高1/3H)的位置。
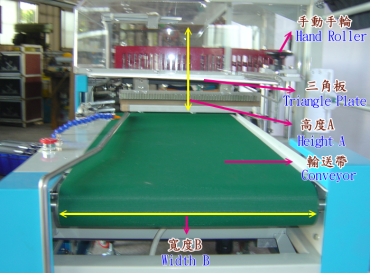
图4-2-2
5.如下图4-2-3,将收缩胶膜放置于胶膜固定轮上
A。将右侧胶膜定位杆A固定螺帽放松后,调制所需的位置(尺寸a=工作物高1/2H+30mm)并将螺帽锁紧即可。
B.将左侧胶膜定位杆B固定螺帽放松后,调整至所需之位置(尺寸b=包装收缩胶膜宽度+5mm),并将螺帽锁紧即可。
C.注意其折半式收缩膜其开口侧,必须朝B杆那一侧。
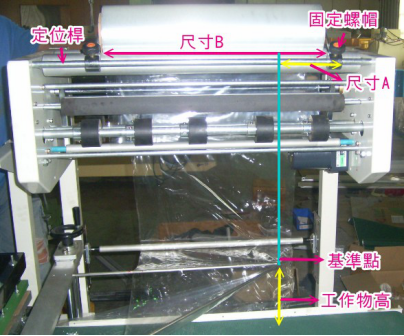
图 4-2-3
6.开启加热器至I/ON位置,调整前、侧封口至所需温度。
7.收缩膜导膜方式:
A、将收缩膜(如图4-2-4)导膜方式。
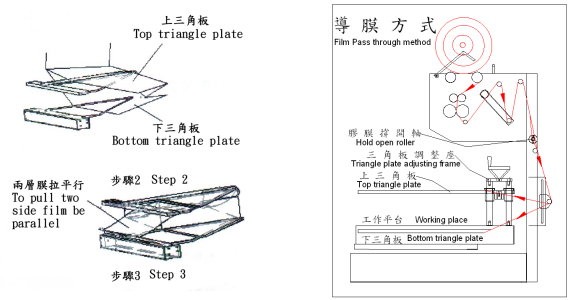
图 4-2-4
B.将手动把手往上推,其胶膜穿过固定轮与离开轮之间,完成穿膜动作,切记将手动把手往回推,使其固定轮与离开轮回复原状态,压紧接触之胶轮,并将胶膜夹紧。
C、穿过各滚轮,撑膜导片必须至于收缩膜中间,并穿引致三角板
D、将收缩膜穿过上、下三角板,由外侧向内侧穿。
E、打开护罩门导膜方式,将收缩胶膜双面夹入夹膜座,并将收缩胶膜夹入时规皮带之间,夹紧后完成导膜。(图 4-2-5)
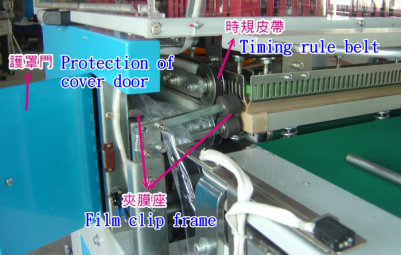
图 4-2-5
8.此时除操作者外,其余人员不得接近机台,以免发生危险。
9.查看温度是否达设定温度后,按下手动送胶膜开关一次,此时夹入时规皮带之收缩胶膜会产生移动之动作,此为正常状况,若无此动作,请查看导膜之项目是否确实完成。
10.若上述动作正常后,单击手动封口开关一次,此时封切刀会产生上下封闭之动作,并将收缩胶膜封切完成,此为正常状况。
11.连续数次9、10之动作,直到收缩膜废膜部份可由向内缠入收集轮内约2~3圈,固定即可,如图4-2-6 膜收集轮。
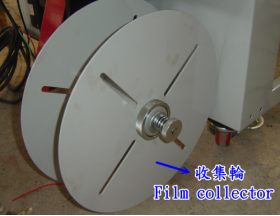
图 4-2-6
12.切换至自动模式开关,将包装物放置于输送带上,避免手直接接触输送面,以免发生危险。(选择AUT)
13.将包装物封切完成品,调至封切佳状况。如图4-2-7
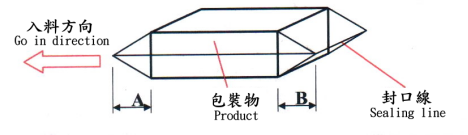
图 4-2-7
A、当L1为预留之预送胶轮长度,如图 4-2-8,太长时,可将电眼与封切刀位置调近,使其符合1/3H之需要。
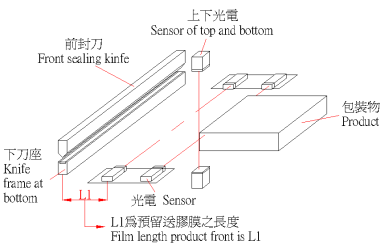
B、当L1长度仍不够时,可用预送胶膜时间的调整来控制胶膜长度,当秒数愈多,预送胶膜长度愈长。
15.调整延长封口方式,如图 4-2-6 尺寸B(延长封口长度)佳位置为封切后1/2H,收缩效果好,调整延长封口时间开关,将时间上下调整秒数越多,延长封口长度越长。
16.调整封口时间方式,依使用收缩胶膜特性部份不同,封口时间亦不同,一般约设定0.3~0.6秒,判断方式看封口情况,其封口线是否切断均匀无破洞,若发生胶状非均匀切断时,可能温度过热,调整封口时间或封口温度即可
17.当包装物长度低于「4」时,由前输送带输送至后输送带时容易掉落,请打开此开关至「ON」,便可消除此问题,但是其包装封口速度会减低,请依实际需要加以决定是否使用此功能。如下图 4-2-9,,此机型适用于包装小包装物。
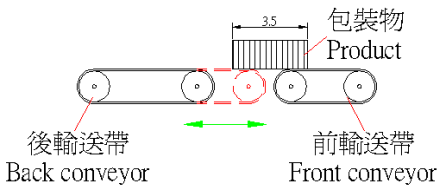
图 4-2-9
1.本机设计注重于安全保护及警报装置。
2.封切系统能持续做封口动作。
3.接口操作简单并能配合包装物之大小高低而改变,能有效包装各式样物品
4.机台采用PLC及光电控制。
5.光电设计有水平及上下两种,在一般正常包装物使用水平光电,若较薄的物品则使用上下光电,控制方式有所不同,水平则有等料的功能,上下则无此功能。
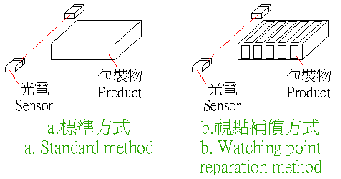
6.依包装物特性,选择程序开关,程序分为标准方式及视点补偿方式,如图4-3-1 。
A、当包装物为实体且为方型及规则形状时,请采用标准方式进行作业。
B、当包装物为透明或不规则形状时,请采用视点补偿方式进行作业。
2.厂内输入机台之电源已开启时,开启总电源至I或ON。
3.选择手动。
4. 开启加热器,达到设定封切温度。
5. 切换到自动开关。
6. 包装物放置输送带上,即可完成封口动作
7. 在输送带上,包装物与包装物之间的间距,当使用上下光电时约100mm之间距;当使用水平光电时约150mm以上之间距。
8.本机械附有两个紧急停止装置,若发现有不正常或异常状况时,可按下此功能键,位于控制相面板或前输送带上,其机械完成停机状态后,待正常或异常状况处理后,旋开此功能键,即可继续使用。(如图 4-4-1)

(B) 关机
在输送带上,包装物与包装物之间的间距,当使用上下光电时约100mm之间距;当使用水平光电时约150mm以上之间距。
关闭总电源至O或OFF,必要时关闭厂内输送机台之电源。
必要时风压源头开关关闭,当风压源头关闭时,注意封切刀部分因靠空压钢支撑,若失去风压时则会下降,所以此时避免人员接近机台附近以免发生危险,但开机时需先开启风压源头开关。
机械调整 Machinery adjustment
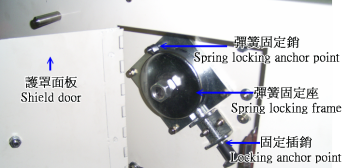
(1) 收缩膜送膜部份:调整收缩膜输送极限开关和触动轮间之调整,主要控制送膜马达运转,当触动轮将级宪开关压入通电时,送膜马达开始运转,当触动轮离开极限开关断电时,送膜马达停止运转,所以触动轮必须在平面端与极限开关轻微接触即可(如图5-1)
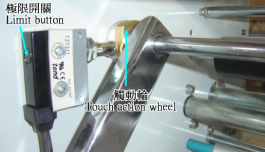
a. 打开置膜架护罩门板后。
b. 将固定插销拉下。
c. 用手旋动调整弹簧固定座之松紧度。
d. 并将固定插销推上,依续调整并测试至所需松紧度即可。
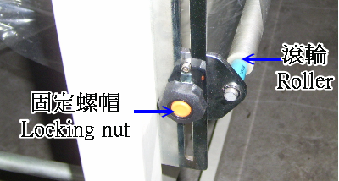
(3) 收缩膜送膜部份:调整收缩膜输送平行稳定度之调整。(图 5-3)
放松固定螺帽后,调整滚轮上下。
b. 配合三角板高度一般目视位于1/2H之间即可。
c. 但收缩膜特性差异,其输送中可能不规则跳动,所以可能需调整倾斜度,依实际状况加以调整至稳定输送即可。
(4) 前输送带部份:调整输送带输送平行稳定度之调整。(图 5-4)
a.将固定式护罩之固定螺丝拆下取下固定式护罩后,调整完后将护罩之固定螺丝锁上。
b.当皮带太松时,将螺杆1及对面螺杆2下端螺帽顺时针旋转后放松后,在将上端螺帽顺时针旋转调紧,或将螺杆3及对面螺杆4上端螺帽逆时针旋转放松后,在将下端螺帽逆时针旋转调紧,调至所需知松紧度即可。
c.为先判定倾斜面,当皮带偏向螺杆5之位置时,请将螺杆5外侧螺帽逆时针旋转放松后,在将内侧螺帽逆时针旋转调紧,当皮带偏向螺杆6之位置时,请将螺杆6外侧螺帽逆时针旋转放松后,在将内侧螺帽逆时针旋转调紧,调至所需平行度即可。

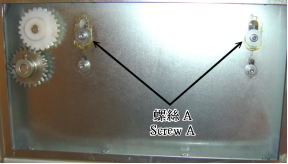
(5) 后输送带部份:调整输送带输送平行稳定度之调整。
a.其皮带松紧度及平行度,皆利用螺丝A及对面螺丝B来调整,但需先放松固定螺帽,调整后锁紧螺帽。
b.当皮带太松时,将螺丝A及对面螺丝B锁入,使其输送滚轮前进,即可将皮带调紧。
c.当皮带输送有倾斜或外露于输送滚轮时,先判定倾斜面,当皮带偏向螺丝A,始将螺丝A锁入,使其输送滚轮前进,即可将皮带调正,但因其松紧度之原因,若调整后皮带太紧,可采用逆向调整法,当皮带偏向螺丝A始将螺丝B放松,使其输送滚轮后退,即可将皮带调正。(图 5-5)

(6) 收縮膜封口部分:調整上下封口座密合度,注意調整此功能時,需關掉電源及空壓源且代電熱管餘溫消除後,才可以進行調整。
a . 将护板取下。(共4片)
b . 利用光线投射法可发现密合时光线无法透视,所以没有密何处可发现光线,此时调整有光线之上方螺丝,先放松固定螺帽,调降螺丝调至密合后,锁紧固定螺帽即可,此方法只限规则倾斜,若封刀有受损缺口不在此限。
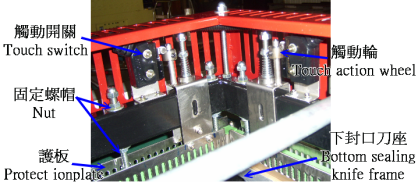
图 5-6
a.保护装置之调整,先测试保护装置功能是否存在,取包装物或一般书本放于封口下方,并按下手动封口钮,封刀遇包装物即上升,有警告讯息且将机械紧急停止,请勿改变或调整。
b.若无此状况时,将触动轮螺丝放松,并调整其高度使其触动轮与距离缩短。其触动时间变快,但距离不宜太短,否则封口时封刀未下达时将产生警告讯息且将机械紧急停止。
(8) 残料时规皮带轮皮带部份:调整时规皮带松紧度及密合度,注意调整此功能时,需关掉电源且待电热管余温消除后,才可进行。
a . 将固定式护罩之固定螺丝拆下,取下固定式护罩。
b . 庭整密合度将螺丝A放松后,其电木调至上下时规皮带接触即可,并将螺
丝A锁紧,将护盖及固定螺丝锁上。
c . 调整时规皮带的松紧度是受控于压缩弹簧所设定的压力程度而定的
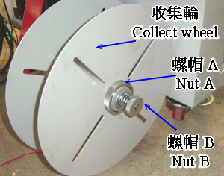
(9) 残料收集部份:将废膜清除。(图 5-8)
a.将螺帽A放松拆下,并将固定盘取下,即可清除废膜,之后将固定盘放入,并将螺帽A锁紧
b.但是当收集动作有倒滑时,可将螺帽B调紧一些,便可将收集轮锁紧。
(10)封切刀校正时机与方法:
A、当封切刀产生严重封口不良时,或切刀封切不易将收缩膜完全切断时,此情况则需对封切刀实施校正。
B、实施封切刀重新校正前,首先步骤为:
1. 加热器继续加温。
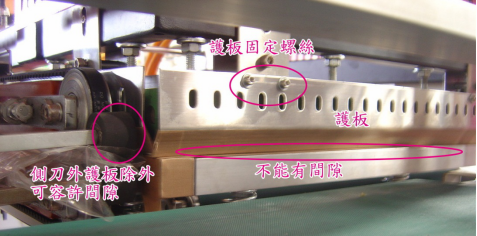
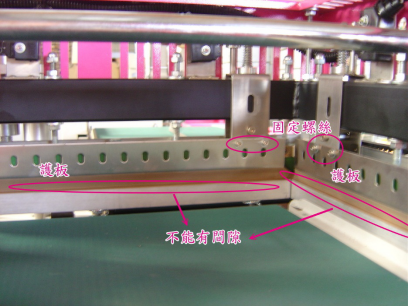
2. 拆除前、侧刀两端所有之不锈钢护板(如图10-1与图10-2)
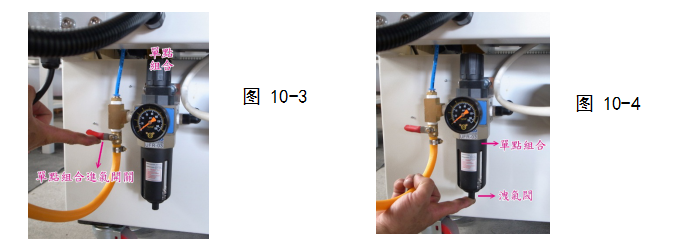
3. 将风源完全卸除,使其上刀架下降。(如图10-3与图10-4)
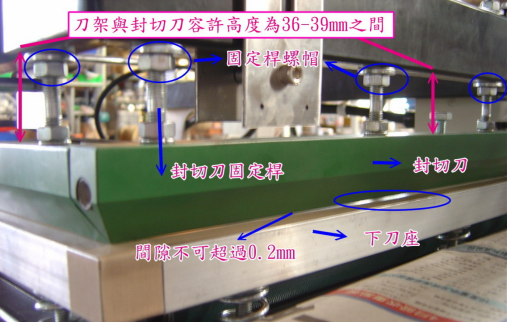
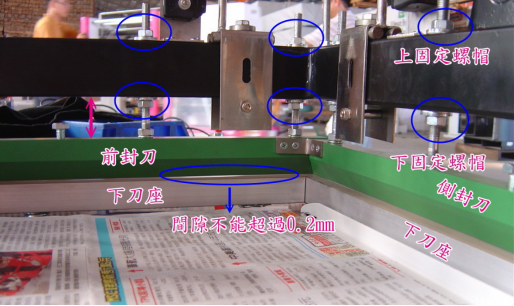
4. 观察前、侧刀是否与下刀座完全密合(如图10-5与10-6),如前、侧刀与下刀座在部分位置未完全密合,则可在就近切刀固定杆之上刀架固定螺丝做上、下调整。
5. 封切刀与下刀座间可容许间隙为0.2mm以下(如图10-5与10-6)
7. 完成封切刀校正后,可将单点组合进气开关打开,让其上刀架张开。
8. 完成上述动作后,可将前、侧护板复归,但固定螺丝还不能上紧。
9. 更改封口时间,定时器之时间单位调整至min(旋钮在该定时器右下方,并顺时针旋转即可)。
10. 完成上述动作后,做一次手动封口动作,此时封切刀会下压停滞在下刀座上,同时一手将护板下压,并将固定螺丝上紧。
11.上紧护板固定螺丝,须注意护板与下刀座间不能有间隙,否则易产生封口线不良情况(如图10-1与图10-2)
机械调整
保养工作是维持机械寿命有效之方法,所以将一般关于本机台维修项目加以解说, 希望能确实定期保养,一般保养期限采每周实施,保养除操作维修人员外,其余人员禁止对本机进行保养,保养时将电源关闭,以免发生危险。
(1)气压用三点组合保养
当滤水槽内,其水含量约之2/3时,请将其槽内的水排除,排除方法:将排水开关按下后,即可将槽内水排除,如果未将水排出使水登录气缸,其保护失效。
(2)机台输送面必须每天工作时,利用风压吹拭保持清洁。
封切刀口处发现收缩胶膜残留物时,请用软木板轻轻将表面残留物去除,禁止使用金属擦拭因会将刀上保护膜去除,降低封刀功能。
(3)注意!!请不要尝试刮除封切刀的表面,会影响到封切刀封口的效果。
(4)残料收集轮心轴保养
a. 每一个月保养一次
b . 将收集轮固定螺帽拆下,取出弹簧及收集轮。
c . 于心轴及收集轮贴面涂上黄油,以保持收集轮运转顺畅。
d . 将收集轮及弹簧装回,并将螺帽固定。
(5)链条及链轮保养:约每3个月保养一次,先拆下护罩的螺丝后,采用黄油涂磨链条及链轮接触间隙内,保养后装上护罩及螺丝。
(6)培林和培林座保养,约每3个月保养一次,机台上张有培林或培林座之部分,需以液压油滴于培林与心轴接触间隙内保持润滑作用。
(7)每个月查看切刀固定螺丝是否锁紧,若松动之情况将其锁紧。
(8)皮带经过一段时间运转后,皮带会松弛,无法进密传动,则需调整皮带松紧度,视实际情况而调。
(9)若切口刀上之铁氟龙已脱落且交磨易黏贴于切刀上,需将切刀重新以铁氟龙处理或换新封口刀。
(10)检视封口硅胶条上之铁氟龙胶带,若有破损,需予以更换。
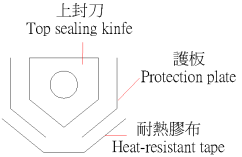
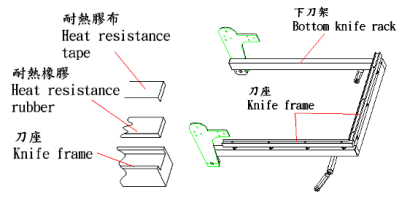
(11)耐热橡胶或耐热胶布之更换:(图 6-1)
a.将电源关闭待电热管于温消除,在撕起耐热胶布。
b.取出耐热橡胶,更换新购耐热橡胶,配合刀座凹面内装之后,需使其面完全平整,长度太长时,请修剪去除多余部分。
c.将耐热胶布贴上,注意在贴上之动作,必须贴平不可有皱褶现象。


技术参数:
机械尺寸:1650*840*1520(mm)
切刀尺寸:610*510*(≦100)mm
电 压:AC220V 50/60HZ
功 率:2kw
重 量:净300kg/毛350kg
包装速度:25-30件/分钟
主要用途:
适用于各类产品的收缩和包装,收缩包装材料适用于PE、POF等。整机采用静音设计,包装封口紧密牢固,操作简单,保养容易。
功能特点:
1.采用高压风式处理热能,稳定性高,收缩效果好。
2.该机输送滚轴采用密集式镀锌滚轴,外加耐高温胶套,经久耐用。
3.变频及多层隔热装置,保证恒温可调,节能,环保。
4.采用微电脑PID温度控制器调整温度,PID自动演算温度,温差极小,控制在±1度。
5.可选配我公司CCP-H CCP-L 型自动包装封切机,包装更加自动化;
6.适合PVC、PE、POF等各类薄膜。
